Informatics Point
Информатика и проектирование
Приспособления для пайки коллектора
Подготовка деталей к пайке включает следующие операции:
) Механическую обработку деталей и очистку поверхности.
2) Сборку деталей и укладку припоя.
Механическую обработку деталей производят с целью обеспечения, при последующей сборке, зазоров требуемой величины и иногда используют как средство предварительной подготовки поверхности. После механической обработки на поверхности деталей могут присутствовать различные загрязнения и окисные пленки. В общем случае очистка поверхности деталей перед пайкой заключается в удалении загрязнений, а также пленок, образовавшихся на поверхности деталей в процессе длительного их хранения или их производства, в тех случаях, когда механическую обработку поверхности не применяют.
Наиболее качественная очистка деталей достигается с использованием ультразвуковой чистки. Такую чистку производят в специальных ваннах в автоматическом режиме с периодически изменяемыми параметрами температурой и длинной волны. Изменение и отслеживание параметров производится при помощи программируемого центра ввода команд.
При сборке деталей под пайку необходимо выполнить два условия:
) обеспечить требуемое взаимное расположение деталей и зафиксировать их в этом положении, исключив возможность их случайного смещения а процессе пайки;
2) выдержать определенные соединительные зазоры между деталями в собранном состоянии.
Эти задачи решаются применением соответствующей конструкции деталей, обеспечивающей их взаимную фиксацию при сборке, или специальных приспособлений. Приспособления можно разделить на поддерживающие и скрепляющие, используемые при местном или общем нагреве деталей при пайке.
К конструкциям приспособлений предъявляются следующие общие требования:
) масса приспособлений не должна быть большой, особенно при пайке в печи;
2) площадь контакта приспособлений с деталью должна быть минимальной; при использовании местного нагрева при пайке зажимы приспособлений должны быть выведены из зоны нагрева;
) при пайке в газовых средах должно быть обеспечено свободное поступление защитного или активного газа к деталям в местах пайки;
) при изготовлении приспособлений и деталей из разных материалов должны быть учтены коэффициенты линейного теплового расширения.
Обеспечить выполнение данных требований возможно только с использованием автоматизированной системы проектировки термонагруженных деталей типа T-flex.
В нашем случаи для пайки коллектора используется стапель представленный на рис. 3. спроектированный с использованием T-flex. Он обеспечивает жёсткую фиксацию в номинальном положении всех элементов коллектора в окружном, радиальном и осевом направлениях в соответствии с требованиями чертежа.
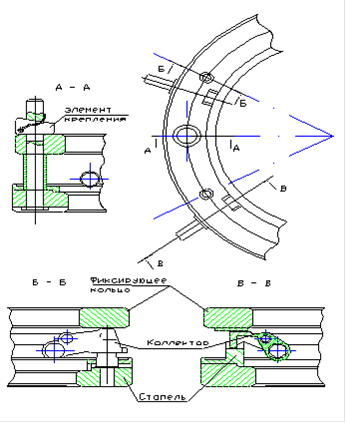
Рисунок 4 Стапель для фиксации коллектора
Лучшие статьи по информатике
Проектирование цифровой системы коммутации на базе оборудования Surpass hiE 9200
В настоящее время многие операторы связи обладают развитой
инфраструктурой, построенной во время становления телекоммуникационной отрасли
в России. Инфрастр ...
Характеристика аппаратуры на ООО Заполярпромгражданстрой
В соответствии с учебным планом я проходил учебную практику в
обществе с ограниченной ответственностью «Заполярпромгражданстрой» с 22 апреля
2013 года по 12 ...
Принципиальная схема усилителя на основе полевых и биполярных транзисторов
Аналоговыми
называются устройства, у которых сигналы являются непрерывными функциями
времени. К основным классам аналоговых устройств относятся: усилители,
...
Меню сайта
- Главная
- Проектирование современных устройств
- Разработка схем цифровых устройств
- Современные датчики положения
- Современные сетевые технологии
- Современные системы видеонаблюдения
- Телекоммуникационные системы в гостиницах
2026 © www.informaticspoint.ru